1. Use the timing diagram to analyze the working principle of the ladder diagram shown in Figure 4-42. 2. If the X0 signal is as shown, please analyze the working principle of the ladder diagram. Example analysis (1) The X0 signal turns on the Y0 and T0 coils. (2) After the T0 coil is turned on for 1S, the normally open contact of T0 is closed and the normally closed contact is opened. The normally open contact of T0 turns on the Y1 and T1 coils. This process is completed in one scan cycle, and the scan cycle is completed until the ED ends (Note: PLC is the cyclic scan mode of operation). (3) In the next cycle of the T0 contact action, the normally closed contact of T0 causes Y0 to lose power, and the Y0 normally open contact opens to de-energize the T0 coil, so that the T0 normally open contact and the normally closed contact are simultaneously reset. . (4) When the T1 coil is turned on for 1S, the normally open and normally closed contacts of T1 operate. (5) The normally open contact of the next scan cycle T1 turns Y0 on, and the normally open contact of Y0 turns on the T0 coil again. This cycle to the X1 signal comes to reset the entire system. According to the above analysis, the timing diagram shown in Figure 4-43 is drawn. Because Y0, Y2, Y4, and Y6 in the ladder diagram are all in parallel, only the graph of Y0 is drawn in the timing diagram, Y1, Y3, T5, and T7. The same is true. This question is a typical neon control program. By analyzing this question, we should further understand the working mode of PLC's cyclic scanning. When X0 is " First, the overall analysis 1 System analysis According to the control tasks required by the control system, the process, working characteristics of the controlled object, and the control process, control rules, functions and features of the control system are analyzed in detail to determine whether the input and output physical quantities are switching or analog. Divide the various stages of control and its characteristics, the transition conditions between the stages, draw a complete work flow chart and the action beat table of each actuator. 2 see the main circuit Learn more about the process and its corresponding actuators and components. 3 Look at the I/O configuration of the PLC control system and the I/O wiring of the PLC Understand the configuration of the input signal and the corresponding input relay, the configuration of the output relay, and the corresponding load to which it is connected. In the case where the input/output device definition and the PLC's I/O configuration are not given, the input/output device definition and PLC I/O should be made according to the PLC's I/O wiring diagram or ladder diagram and instruction statement table. Configuration. 4 Learn the ladder diagram through the I/O wiring diagram of the PLC The I/O wiring of the PLC is the link between the main circuit and the PLC ladder diagram. 1) According to the main symbol of the electrical circuit (such as motor, solenoid valve, electric heater, etc.), control the main contact of the electrical appliance (contactor, relay), find the coil of the corresponding programming component in the I/O wiring diagram of the PLC. Then, you can know the output relay that controls the control device, and then find the block of the output relay in the ladder diagram or statement list, and mark and explain. 〖JP〗 2) According to the input device of the I/O wiring diagram of the PLC and its corresponding input relay, find the moving contact and the breaking contact of the input relay in the ladder diagram (or statement list), and mark accordingly. Description. Second, the structural analysis of the ladder diagram 1 PLC control system ladder diagram features (1) Input signal and output load of PLC control system Actuators such as AC contactors and solenoid valves in the relay circuit diagram are controlled by the output relays of the PLC, and their coils are connected to the output of the PLC. Buttons, control switches, limit switches, proximity switches, etc. are used to provide control commands and feedback signals to the PLC, and their contacts are connected to the input of the PLC. (2) Processing of intermediate relays and time relays in the relay circuit diagram The functions of the intermediate relay and time relay in the relay circuit diagram are completed by the auxiliary relays and timers inside the PLC, which are independent of the input and output relays of the PLC. (3) Set the intermediate unit In the ladder diagram, if multiple coils are controlled by a contact series/parallel circuit, in order to simplify the circuit, an auxiliary relay controlled by the circuit can be set in the ladder diagram, and the auxiliary relay is similar to the intermediate relay in the relay circuit. . (4) Processing of time relay momentary contacts In addition to the time-delayed contacts, the time relay also has a momentary contact that acts immediately when the coil is energized or de-energized. For time relays with momentary contacts, an auxiliary relay can be connected in parallel across the coil of the corresponding timer in the ladder diagram, the contact of which is equivalent to the momentary contact of the time relay. (5) Establishment of external interlock circuit In order to prevent the two contactors that control the forward/reverse operation from being operated at the same time, the three-phase power supply is short-circuited, in addition to the soft interlock circuit composed of the dynamic-breaking contacts in series with the coils of the output relays corresponding to them in the ladder diagram, A hard interlock circuit should be set outside the PLC. 2 Structural analysis of ladder diagram Use general programming method or sequential function chart programming method; use single-sequence structure of sequential function diagram or select sequence structure, parallel sequence structure, use start/stop/stop circuit, step sequence instruction for programming or set/reset The instructions are programmed. See Chapters 4 and 5 for this part. The decomposition of the ladder diagram is started by the operation master circuit (such as a button), and the line is traced to the main circuit control device (such as the contactor). The middle of the circuit has to go through many programming components and circuits, which is difficult to find. No matter how complicated the ladder diagram is, it is composed of some basic units. According to the composition of the main circuit, using the reverse reading source method, the ladder diagram and the instruction statement table are decomposed into several basic units corresponding to the main electrical equipment (such as the motor), and then analyzed in one link and one step. Then use the tracking method to string together the links. (1) Configuration and function of buttons, stroke switches and transfer switches There are many stroke switches and transfer switches in the I/O wiring diagram of the PLC, as well as pressure relays, temperature relays, etc. These electrical components do not attract coils, and the action of their contacts is realized by external force or other factors, so it must first Find the external force or factor that causes these contacts to act. The travel switch is pressed or released by the mechanical linkage mechanism (article source: http://) and the transfer switch is generally operated by hand, so that the contacts of these travel switches and transfer switches are different during the operation of the equipment. The working state, that is, the closing and opening of the contacts are different to meet different control requirements, which is a key in the process of viewing the picture. The different working states of the contacts of these travel switches and transfer switches are difficult to understand by looking at the circuit diagram. It is necessary to combine the equipment manual and the electrical component list to clarify the purpose of the travel switch and the changeover switch, and to operate the mechanical linkage mechanism of the travel switch. Point the operating state of the circuit in different closed or open states. (2) Decomposition of multiple loads (such as multi-motor circuits) into single-load (such as single-motor) circuits using reverse-reading traceability According to the main contact word symbol of the control appliance that controls the load in the main circuit, find the output relay of the contactor coil that controls the load in the I/O wiring diagram of the PLC, and then find the control in the ladder diagram and the instruction statement table. The coil of the output relay and its associated circuitry, which is the partial circuit that controls the load. In the ladder diagram and the instruction statement table, it is easy to find the coil circuit of the output relay and its power-off and power-off conditions, but the power generation and power loss of the coil and related circuits are not easy to find, and the reverse reading can be adopted. Traceability method to find: 1) The closing and opening of the series and parallel connection of other programming components in the output relay coil circuit is the condition that the output relay is energized and de-energized. 2) Find out their coil circuits and their associated circuits from these contacts. There will be other contactors, relay contacts in these coil circuits... 3) Go ahead and find it until you find the input relay (main power). It is worth noting that when a programming component is discharged by electric or de-energized, the working states of the front and rear programming components driven by all the contacts of the programming component should be found out and must not be missed. Find the moving contact and breaking contact of a programming component in other circuits. These contacts provide conditions for powering and de-energizing other programming components or provide conditions for interlocking and interlocking, causing other electrical components to operate. Drive the appliance. (3) Further decompose the single load circuit The local circuitry that controls a single load can still be complex and requires further decomposition until it is broken down into basic unit circuits. (4) Considerations for the decomposition circuit 1) If the motor spindle is connected to a speed relay, the motor forms a parking brake circuit according to the speed control principle. 2) If a rectifier is connected to the main circuit of the motor, it indicates that the motor uses a dynamic braking circuit. (5) Set zero as a whole, comprehensive analysis The basic unit circuits are stringed together, and the entire circuit is analyzed by the read-and-follow tracking method. Third, the specific method of reading the ladder diagram The process of reading the PLC ladder diagram and the statement list is the same as that of the PLC scanning user process. From left to right, top to bottom, the pictures are read step by step in the order of the block. It is worth pointing out that during the execution of the program, in the same cycle, the previous logical operation results affect the subsequent contacts, that is, the executed program uses the latest intermediate operation result. But within the same week, the results of the subsequent logical operations do not affect the previous logical relationship. The final state of all internal relays except the input relay during the scan cycle (the coil is turned on or off, the contact is turned on or off) will affect the on and off of each contact in the next scan cycle. Since many readers are familiar with the relay contactor control circuit, it is recommended to follow the readout relay contactor control circuit to check the line reading method, and follow the steps below to see the ladder diagram: 1) According to the I/O allocation table and ladder diagram of the I/O device and PLC, find the input and output relays, and give the text code corresponding to the relay contactor control circuit. 2) Mark the text code of the corresponding input device and output device next to the ladder programming component coil and its contacts. 3) Decompose the ladder diagram into several basic units, each of which can be a block of ladder diagram (including one output component) or several blocks (including several output components), and each basic unit is equivalent to a relay A branch circuit of the contactor control circuit. 4) The corresponding relay contactor control circuit can be drawn for each step. 5) A programming component is energized, all of its moving contacts are closed, and the breaking contacts are open. When a programming component loses power, all its closed moving contacts are open (reset) and all disconnected dynamic contacts are closed (reset). Therefore, after the programming component is powered or de-energized, all its moving and closing contacts and the breaking contacts are found out, and the influence on the corresponding programming components is analyzed. 6) In general, the ladder diagram can be read from the first natural line of the first block. The first natural behavior program starts the line. Press the start button to turn on an input relay, all the moving contacts of the input relay are closed, and the break contacts are open. Then find the programming components affected by the input relay closing contact and the breaking contact opening, and analyze what actions these programming components produce to determine the function of these programming components. It is worth noting that some of these programming components may be powered immediately, and some do not act immediately but are prepared for their energization. It can be known from the working principle of the PLC that when the input terminal is connected to the contact, when the PLC is working, if the moving contact of the input end is closed, the input relay coil corresponding to the input terminal is energized, and its moving contact is closed. The breaking contact is disconnected; when the input terminal is connected to the broken contact and is working in the PLC, if the breaking contact of the input end does not operate, (article source: http://) corresponds to the input relay coil of the input terminal. When it is energized, its moving contact is closed and the breaking contact is broken. If the break contact is in series with the output relay coil, the output relay coil cannot be energized. Therefore, the PLC is used to control the start and stop of the motor. If the stop button is used for the break contact, the PLC output relay coil connected to the contactor of the control motor should be connected in series with the active contact corresponding to the input terminal connected to the stop button. . In the relay contact control, the stop button and the thermal relay both use the break contact, in order to be consistent with the control circuit of the relay contact control, in the PLC ladder diagram, the break contact is also used, thus, The stop button and the thermal relay contact that are connected to the input must use the moving contact. You must pay attention to this when you read the program. Fourth, read the example of PLC ladder diagram When analyzing the function of the PLC control system, it can be imagined as a control box in the relay control system. The external wiring diagram describes the external wiring of the control box. The ladder diagram or statement list is the internal "circuit diagram" of the control box. The input relay and output relay in the ladder diagram are the "interface relays" that the control box communicates with the outside world, so that the PLC control system can be analyzed by analyzing the relay circuit diagram. In the analysis, the contact of the input relay in the ladder diagram can be imagined as the contact or circuit of the corresponding external input device, and the coil of the output relay is imagined as the coil of the corresponding external load. The coil of the external load may be controlled by the external contacts in addition to the control of the ladder diagram. 8 Pin Automotive Connector Housing Wenzhou Langrun Electric Co.,Ltd , https://www.langrunele.com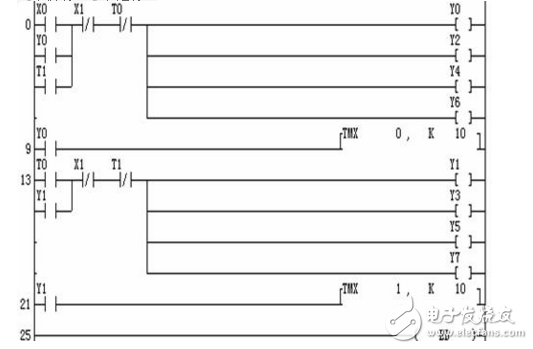
![]() In the third process, only Y0 can be turned off for one scan period. In practice, the naked eye observation result is that Y0, Y2, Y4, and Y6 are always on.
In the third process, only Y0 can be turned off for one scan period. In practice, the naked eye observation result is that Y0, Y2, Y4, and Y6 are always on. 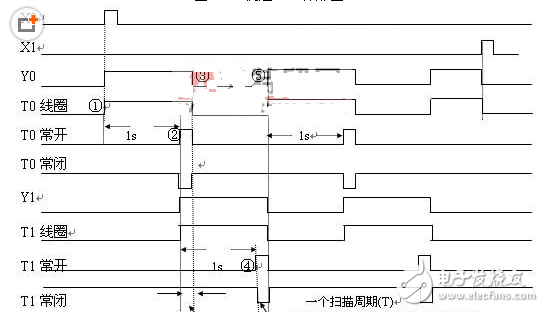
How to see the plc timing diagram
December 25, 2022